Whilst the design concept remains the same each machining centre is configured to customer requirements. This permits substantial flexibility and customization.
Component Beds
The length and configuration of the beds are to customer requirements. The standard design is a 1000mm length bed with standard 15mm T slots on a 100mm spacing. These dimensions can be adjusted to suit customer requirements.
Components are located on the beds using hydraulic clamping or any other suitable method. The machining centre is configured for up to 150 Bar hydraulic outputs on each bed to allow for appropriate component location. Customers have generally specified Roemheld hydraulic swing clamps for the components.
Indexing Heads
The machine can either be configured with single or double indexing heads depending on machining forces.
A single indexing head has a maximum permissible torque loading of 2500Nm with a double indexing head increasing this to 5000Nm. The axial indexing accuracy of the head is +- 4 arc seconds (1.1 X 10-3 deg) with a repeatability of +- 1 arc second (2.5 X 10-4 deg). On the standard machine diameter, this provides an indexing positional accuracy of 6 microns and a repeatability of 1 micron.
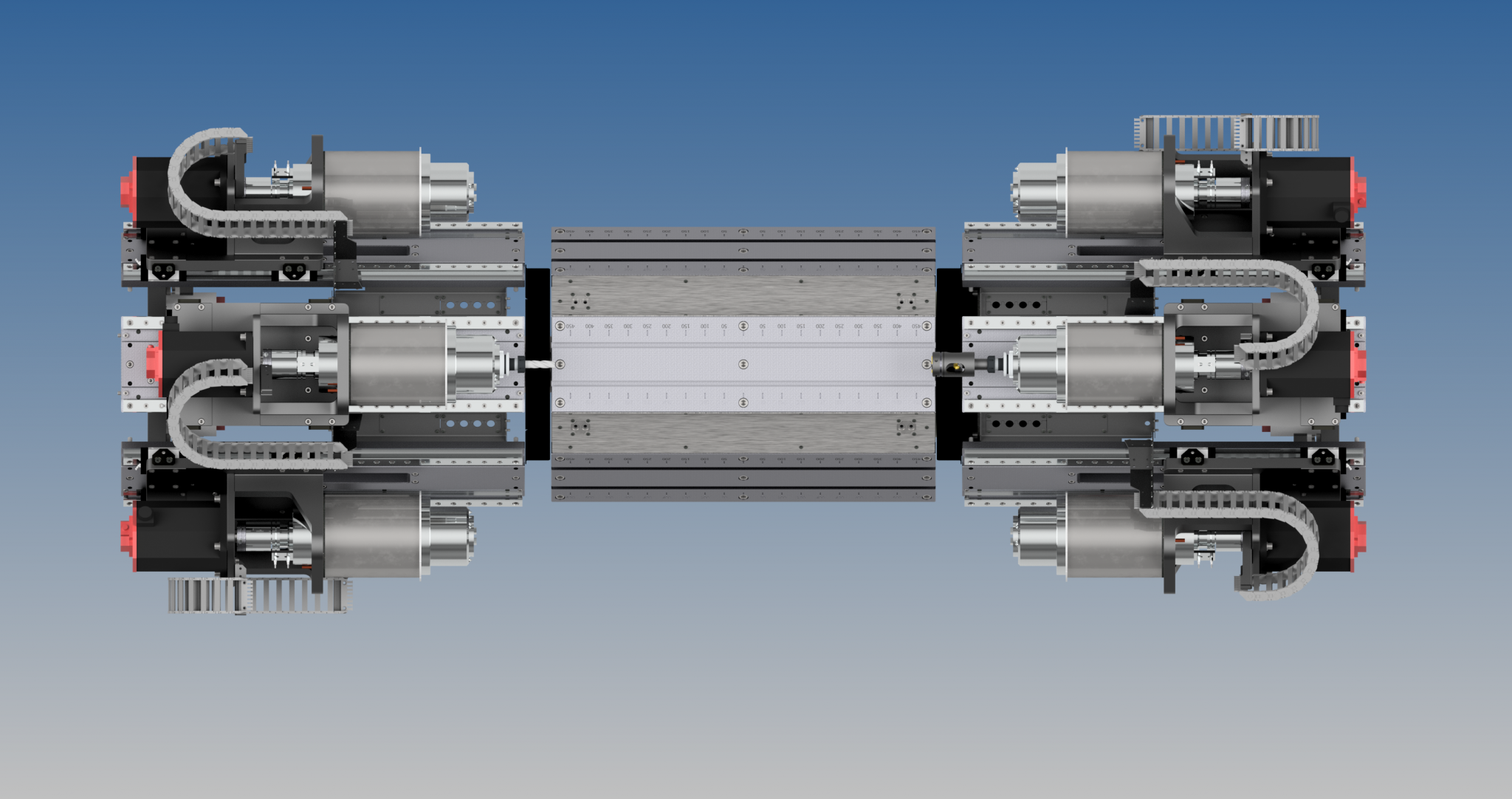
Spindles
The spindles can be specified to accept any standard tool holders. Currently the spindles have been supplied with BT40 tool holders but most other standards can be specified. Spindles are available with low or high pressure, flood or through-spindle coolant systems.
Spindle motors have been supplied up to 10kW, with or without geared reduction and can be specified in accordance with requirements. Higher power motors can be specified if required.
The number of stations populated with spindles depends on the number of machining operations required.
Machines have been built with up to 8 spindles on 4 stations with 1 loading station and an un-loading station.
The configuration is entirely dependent the product requirement.
Control System
The machining centre uses a custom programmed Fanuc 30i B control system. This system is capable of individually controlling each of the machining stations with up to 10 individual paths each with independent timing and interpolated motion. In addition, it includes Fanuc FA Link as standard for interfacing with the full range of Fanuc handling and welding robots. The robotics can be used for loading/unloading or for simultaneous assembly or welding operations. This allows for a “machine, assemble, machine” sequence to be supported.
The individual stations are programmed using standard Fanuc G-Code. This allows flexibility in optimizing the machine to specific requirements and allows the machine to be set up by anyone who is familiar with standard Fanuc or ISO G-code. It also allows the machine to be re-purposed for different products quickly and easily without changes to the control system. Each station can be programmed as an independent 1 to 5 axis CNC machine provided the target station is mechanically specified to support the desired mode of operation.
Options include but are not limited to:
- Tool torque monitoring which will indicate when tools require replacement and will stop on tool breakages. Tool replacement is rapid due to the hydraulic tool holders on the spindles. Automatic tool changing is available.
- Manufacturing intelligence module which will output KPI’s and production data to the customer data base and can provide continuous, hourly, daily, weekly or any other periodic information for management purposes. This can include daily OEE statistics with cycle times, downtime or any other relevant production information.
- Vision based quality control to ensure that products are within spec.
- In process part changeovers to eliminate changeover downtime.

Integrated loading/ Unloading
Various methods for the loading and unloading of the machining centre can be specified. In certain cases, customers, have undertaken this element of the automation in-house but manual loading, product specific hopper systems and robot systems have been specified.
Since Cambridge Dynamics is a systems integrator for Fanuc, the preference is to use their robots but most systems can be integrated into the manufacturing cell.
-

- Integrated Robot Handling
